Metal Waterjet Cutting in Indiana
Custom designs, ornaments, and banners — You name it, we cut it.
Benefits of Waterjet Cutting Metal
No Heat Damage
Waterjets do not cause a Heat-Affected Zone (HAZ) because they cut materials using a high-pressure stream of water mixed with abrasive particles, rather than heat. This cold cutting process avoids the thermal distortion and material weakening typically associated with methods like laser or plasma cutting.
Exceptional Accuracy
Intricate Designs
Tight Tolerances
Waterjets are known for their incredible accuracy, making them perfect for jobs that require high precision and detailed designs. This means even the most complicated patterns come out flawlessly.
Metal Tolerance Tables
| Thickness | Tolerance: Non ID/Arc | Tolerance: ID/Arc |
|---|---|---|
| ≤ 0.499" | ±0.005" | ±0.010" |
| 0.5" to 0.999" | ±0.010" | ±0.015" |
| 1" to 1.999" | ±0.015" | ±0.020" |
| 2" to 2.999" | ±0.030" | ±0.030" |
| 3" to 3.5" | +0.050" | +0.050" |
Note: Lead-in and lead-out details will be discussed when placing an order.
| Thickness | Tolerance |
|---|---|
| ≤ 0.375" | +0.062" |
| 0.376" to 1.500" | +0.125" |
| 1.501" to 3.000" | +0.187" |
| ≥ 3.001" | +0.250" |
* All Flats (Standard) Lower Tolerance Limit: -0
Note: Tolerances must be mutually agreed upon by the purchaser and sales representative for any material drawn into a part. Otherwise, the above standard thickness-based tolerances will be applied.
Flexibility in Thickness
Waterjets can cut metals of varying thickness, from thin sheets to thick plates. They maintain high quality, ensuring precise, clean cuts every time. This versatility makes them ideal for a wide range of applications, allowing you to tackle various projects with confidence in the results.
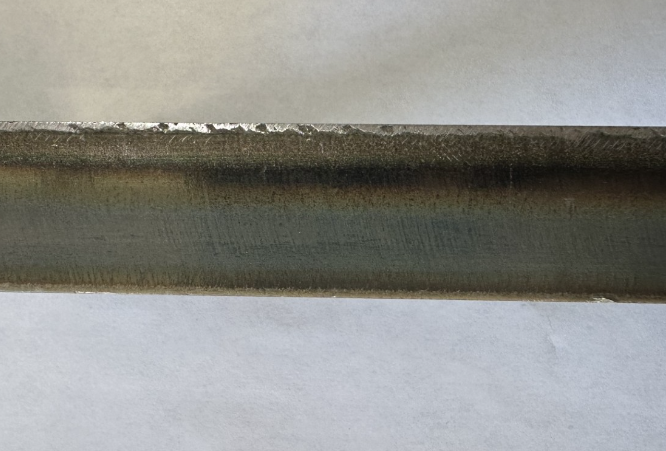
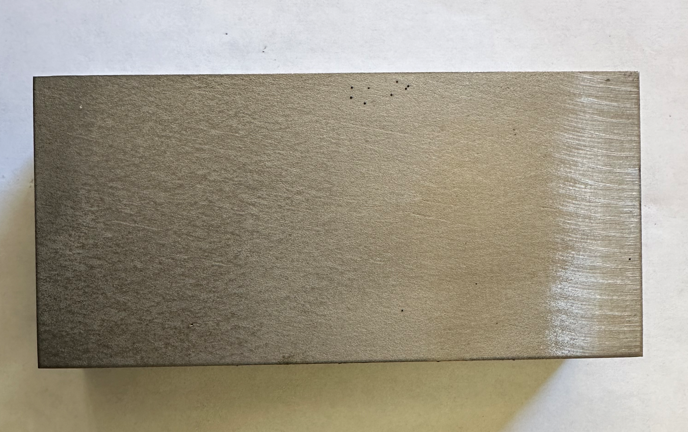
Clean Cuts / Smooth Edges
Our waterjet cutting process delivers smooth, clean cuts without rough edges, often eliminating the need for additional finishing work. By adjusting the cutting speed, we can achieve an even smoother and more precise finish.

Multi-Layer Cutting
Waterjets can cut through several layers of material at the same time, making the process faster and more efficient. However, whether they can cut through those layers depends on how the layers are put together. We can do test cuts to see if your material can be cut with our waterjet, ensuring the best results for your project.
Still not convinced?
See some of the stunning projects we've completed.